Utilizing well water in factories: A complete guide from legal compliance to highly efficient operation
This book provides a comprehensive explanation of the legal requirements for using well water in factories, the permit application process, the design of highly efficient air conditioning systems, water quality management, preventive maintenance, TCO reduction effects, environmental impact reduction, and symbiosis with the local community. It also introduces practical methods for sustainable water resource management and advanced initiatives, and provides a comprehensive explanation of the important points in water resource management in factories, from compliance with laws and regulations to contributions to the local community.
Legal requirements and permit application process for well water use
When considering using well water in a factory, compliance with laws and regulations is of the utmost importance. Pumping groundwater requires permission from the prefectural governor, and the process of obtaining permission is complicated and time-consuming. When applying for permission, detailed data must be submitted, including the amount of water withdrawn, its use, and its impact on the surrounding environment.
Laws that require particular attention include the Industrial Water Law, the Law Concerning the Regulation of Groundwater Extraction for Buildings, and the Water Pollution Prevention Law. Because the application of these laws varies by region, it is essential to have thorough discussions with local governments in advance.
The permit application process is as follows:
1. Preliminary consultation: Detailed discussion with the relevant department of the local government
2. Surveys and planning: Geological surveys, hydrological surveys, and water intake planning
3. Environmental impact assessment: Scientific analysis of the impact on the surrounding area
4. Preparation of application documents: Preparation of detailed documents including technical justification
5. Screening: Strict screening by local governments (including on-site inspections)
6. Obtaining Permits: Issuance of Conditional Permits
This process usually takes six months to a year, so it is important to allow sufficient time for preparation, and regular reporting and audits may be required even after the permit is granted.
Design and optimization of a highly efficient air conditioning system using well water
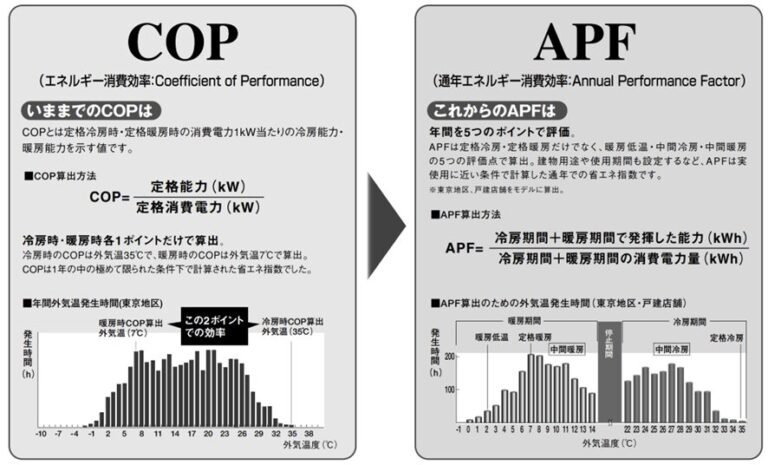
Well water-based air conditioning systems are an excellent choice in terms of both energy efficiency and environmental friendliness. In particular, when combined with a water-cooled heat pump, highly efficient heating and cooling with a COP (coefficient of performance) of over 4.0 is possible.
The following technical factors must be considered in the system design:
1. Water quality management:
– Detailed analysis of TDS (total dissolved solids), hardness, pH, microbial activity etc.
– Introduction of advanced purification systems such as reverse osmosis (RO) and electrodeionization (EDI)
2. Optimizing heat exchange efficiency:
– The right choice of plate heat exchanger or shell and tube heat exchanger
– Ample heat transfer area design considering the fulling factor
3. Improving pump system efficiency:
– Adoption of variable flow rate system with inverter control
– Proper NPSH design to prevent cavitation
4. Wastewater treatment and reuse:
– Construction of cooling tower blowdown water treatment and reuse system
– Effective use of water resources through reuse of recycled water
In addition, it is important to conduct simulation analysis taking into account the temperature fluctuations of well water and to formulate the optimal operation pattern throughout the year. This will enable energy savings of 30-50% compared to conventional air conditioning systems.
Advanced water quality management and preventive equipment maintenance
When using well water in industrial processes, water quality control is an important issue. Specifically, the following parameters need to be regularly monitored:
– pH: Keep within the range of 6.5-8.5
– Hardness: 100mg/L or less (CaCO3 equivalent)
– Turbidity: 5NTU or less
– Total iron: 0.3mg/L or less
– Free chlorine: 0.1-0.3mg/L
To manage these conditions, it is effective to introduce a feedback control system linked to an online water quality analyzer, such as a system that automatically injects a neutralizing agent in response to changes in pH.
When it comes to equipment maintenance, we recommend the following preventative approach:
1. Predictive maintenance:
– Early detection of pump deterioration through vibration analysis
– Diagnosing deterioration of heat exchanger performance using infrared thermography
2. Regular inspection:
– Checking piping systems for leaks with ultrasonic flow meters
– Checking the scale buildup inside pipes using an endoscope camera
3. Chemical cleaning:
– Periodic descaling using EDTA-based chelating agents
– Selection and dosing of appropriate disinfectants for biofilm removal
These advanced water quality management and preventive maintenance measures ensure stable operation and a long service life for the system, enabling significant reductions in life cycle costs.
Quantitative evaluation of TCO reduction and environmental load reduction by using well water
The Total Cost of Ownership (TCO) reduction effect of introducing a well water utilization system is calculated taking into account the following factors:
1. Initial investment:
– Well drilling cost: 5-10 million yen (depth 100-200m)
– Water treatment equipment: 3-5 million yen
– Air conditioning system renovation: 10-20 million yen
2. Reduce operational costs:
– Water bill: Annual reduction of 2-10 million yen (depending on usage)
– Electricity bill: Annual reduction of 5-20 million yen (due to improved COP)
3. Maintenance costs:
– 500,000-2 million yen per year (regular inspections, replacement of consumables, etc.)
Taking these factors into consideration, a typical medium-sized factory (total floor area of approximately 10,000 m2) can expect to achieve a TCO reduction of 200-400 million yen over 10 years.
The effect of reducing environmental impact can be evaluated using the following indicators:
– CO2 emissions: reduction of 500-1,000 tons per year (due to reduced electricity consumption)
– Water resource conservation: Reduce tap water usage by 30,000-100,000 m3 per year
These figures can be used as concrete environmental contribution indicators in environmental reports and CSR reports.
Coexistence with local communities and sustainable water resource management
Because the use of well water at factories can have a direct impact on local water resources, it is essential to build cooperative relationships with local communities. Specifically, we recommend the following approaches:
1. Information disclosure and dialogue:
– Regular information sessions for residents (at least twice a year)
– Real-time water withdrawal data published on website
2. Joint monitoring:
– Building a groundwater level observation network in collaboration with local hydrologists and environmental NGOs
– Development of a platform for sharing observation data
3. Emergency Response:
– Formulate and publish rules for restricting water intake during droughts
– Establishment of an immediate reporting system in case of groundwater contamination
4. Contribution to the local community:
– Water resource education programs during factory tours
– Participate in local watershed conservation activities (such as reforestation activities)
Furthermore, from the perspective of sustainable water resource management, the following pioneering initiatives should be considered:
– Introduction of a closed-loop water treatment system: Aiming to reuse 100% of water within the factory
- Construction of rainwater utilization system: Installation of large-scale rainwater storage facilities utilizing roof area
– Optimal water intake management using AI: Dynamic water intake control based on groundwater level prediction model
These efforts enable the plant to function not just as a water consumer, but as a central player in local water resource management.
The above strategic approach will enable advanced factory water resource management that simultaneously achieves compliance with laws and regulations, highly efficient system operation, reduced environmental impact, and symbiosis with the local community.