
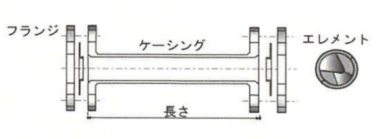
Non-clocked static mixer
BIO-Mixer
This solves the clogging problem that has long been a weakness of static mixers.
This was achieved by introducing elements that have no intersections at the core of the mixture.
Mechanism and Features: No internal intersections, making it less likely to clog
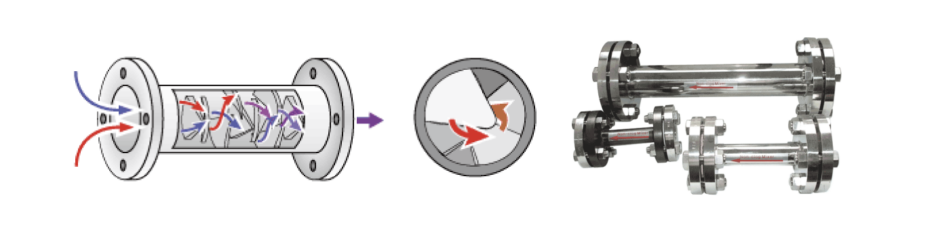
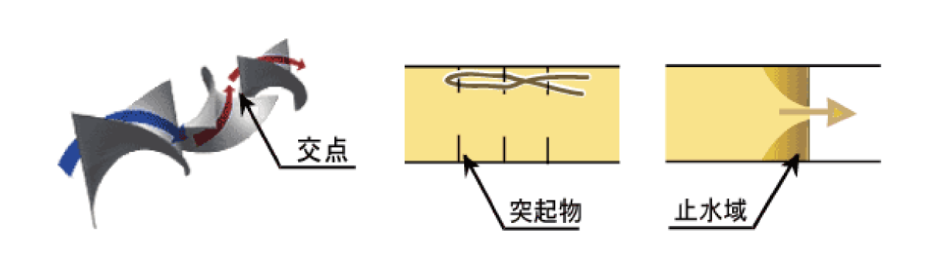
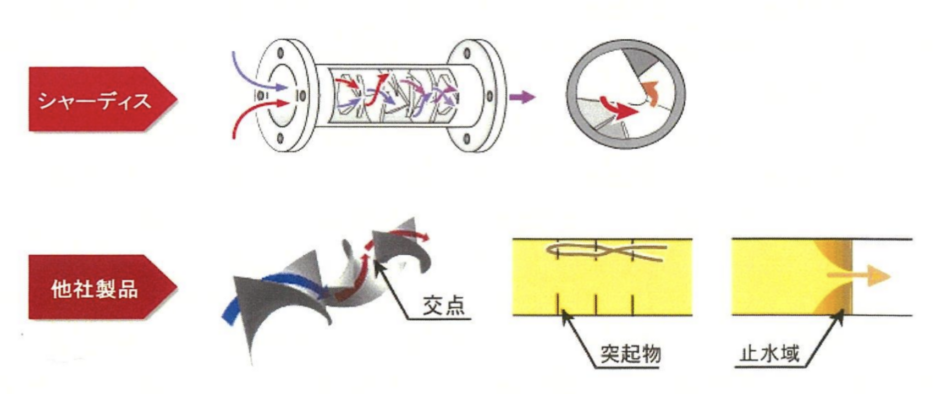
Non-clogging is achieved by using independent fins facing the figure eight arrangement.
Daily management is simplified to the utmost (maintenance-free).
Most static mixers have intersections, protrusions and dead water areas that make them prone to clogging.
In particular, fibrous materials have a weakness, but our mixer does not have this problem.
Features: Ozone reacts completely inside the mixer (best gas absorption)
The reaction tank in the lower left photo contains methylene blue, and ozone is injected just before the static mixer.
The methylene blue is decolorized and becomes transparent after passing through the static mixer. Of course, depending on the load, not all of the oxidization can be performed in one pass, but ozone is the rate-limiting factor in wastewater treatment.
Therefore, no ozone is emitted. Also, if sodium sulfite is dissolved in a reaction tank and pure oxygen is injected, no bubbles are generated until the sodium sulfite is consumed.


The gas dissolves easily and has an overwhelming oxygen absorption efficiency.
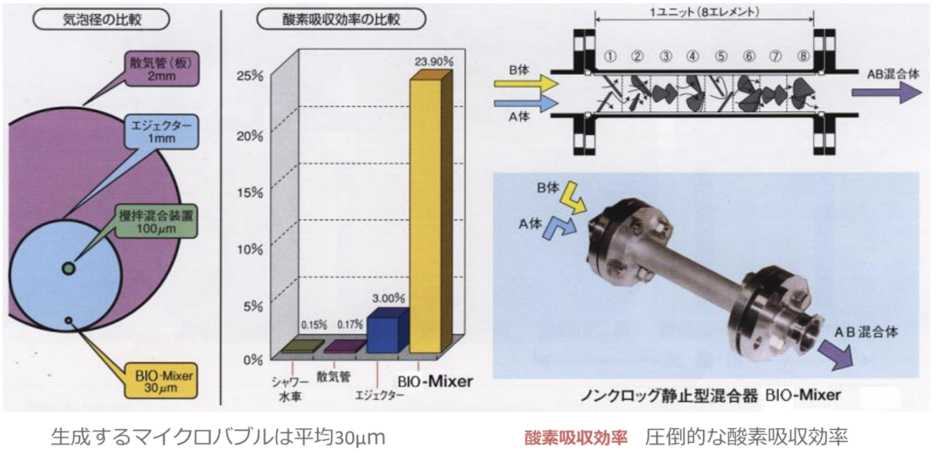
Gas dissolves easily and creates tiny bubbles.
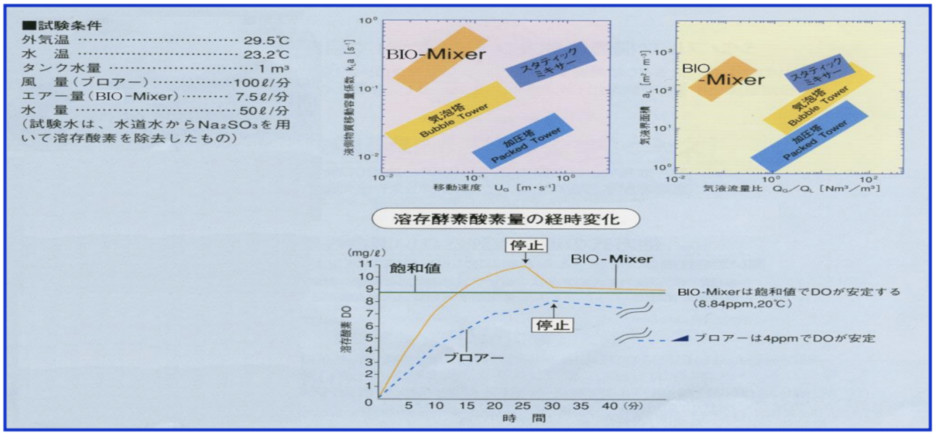
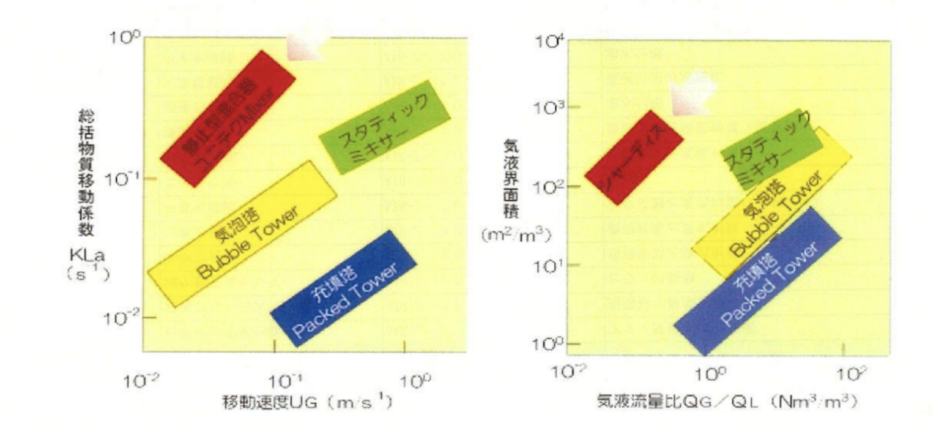
Even if the amount of gas is small (the transfer velocity UG is small), the overall mass transfer coefficient is large, and even if the gas-liquid flow rate ratio is small, the gas-liquid interfacial area is large.
Oil and water emulsion generation (W/O type, O/W type)
It produces high-quality emulsions. For example, water and castor oil can instantly produce an emulsion of less than 5μ.
A variety of fields of use
In the chemical industryStreamlining the mixing processfrom,Heat exchanger,Ozone sterilization,Wastewater Treatmentand its uses are widespread.
We are happy to answer all your inquiries.
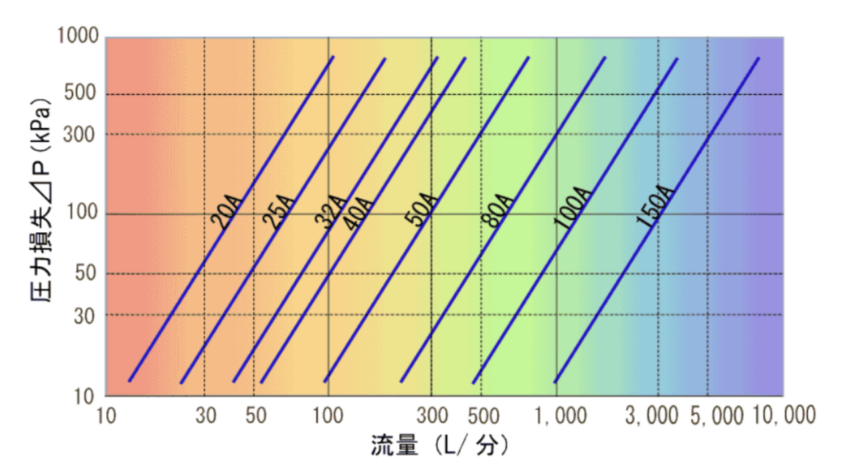
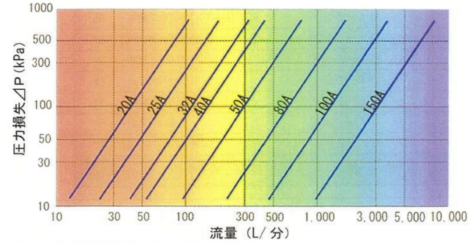
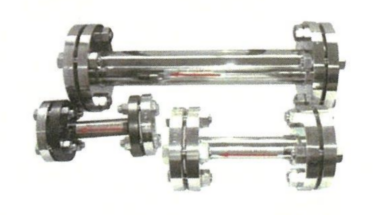
Standard specifications and pressure loss
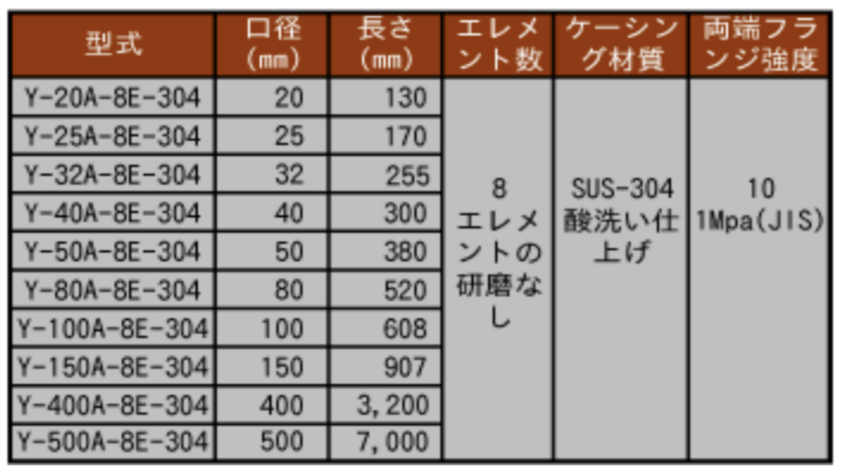
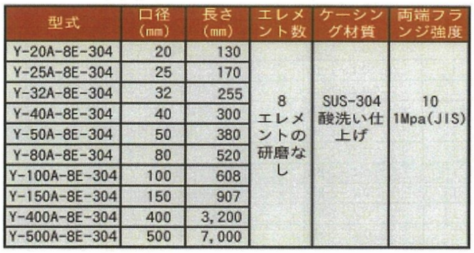
We have a lineup ranging from small to large diameters. The standard material is SUS-304, but we also support SUS-316L. Teflon coating is also available.
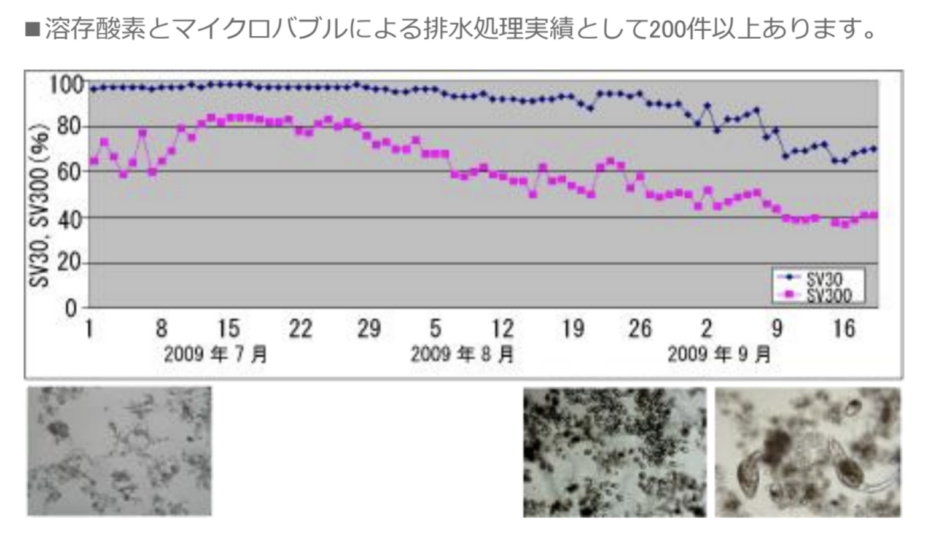
Microbubble device: Proven track record in wastewater treatment on a variety of scales with over 200 customers
We have over 200 successful cases of wastewater treatment using dissolved oxygen and microbubbles.
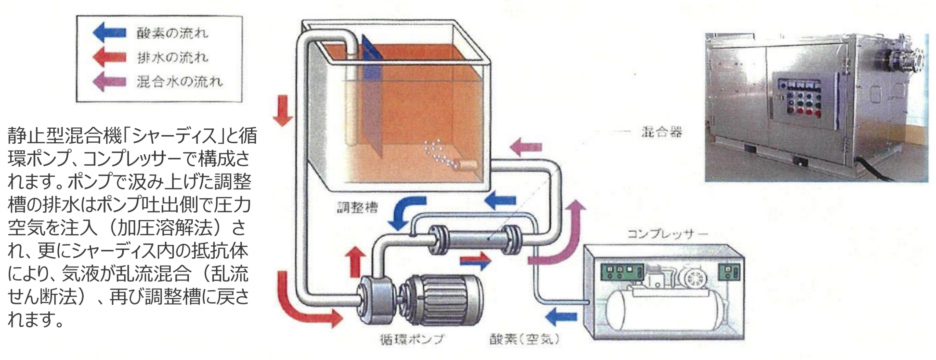
Equipment features: Pressurized dissolution method + turbulent shear method ⇒ Dissolved oxygen + Microbubbles
This device has a built-in non-clog static mixer.
This means there is little risk of blockage.
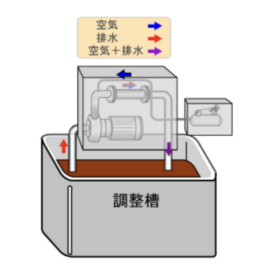
The structure is extremely simple, and the only daily maintenance required is oil inspection, etc. It is almost maintenance-free. The mechanism is that pressurized air (0.4~0.5Mpa) from the compressor and wastewater are mixed and stirred in the mixer (see the diagram on the right).
The pressurized air is broken into fine bubbles through shear mixing, and at the same time dissolution progresses.
When discharged into the adjustment tank, the dissolved supersaturated air precipitates, generating microbubbles with uniform particle size.
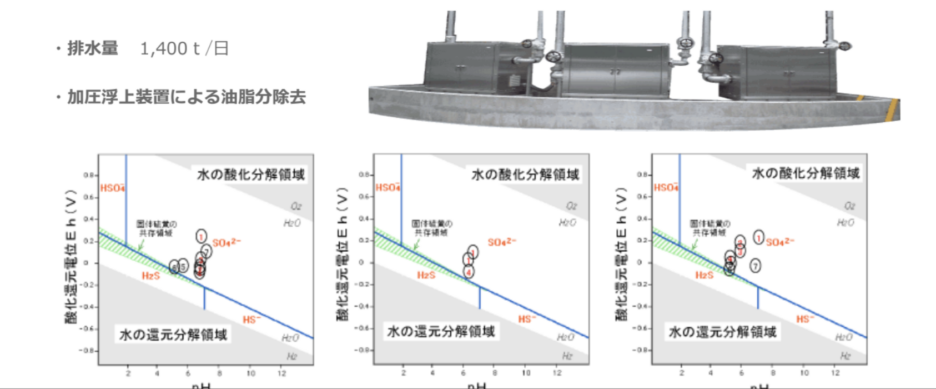
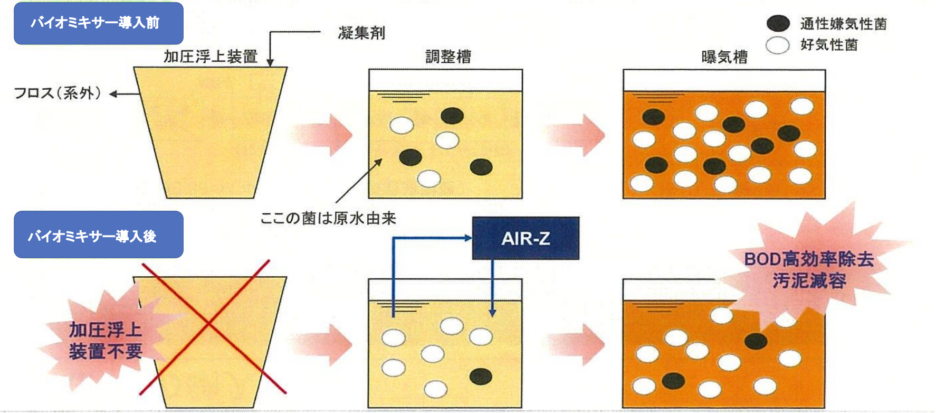
This device can be used as an alternative to a pressurized flotation device.
It can process animal and vegetable oils and fats without a pressure flotation device (experience shows that oil floss is not produced as with pressure flotation separation).
In an experiment using salad oil, the BOD, an indicator of microbial decomposition, was almost nonexistent before treatment, but increased to 500-1,000 mg/L after treatment.
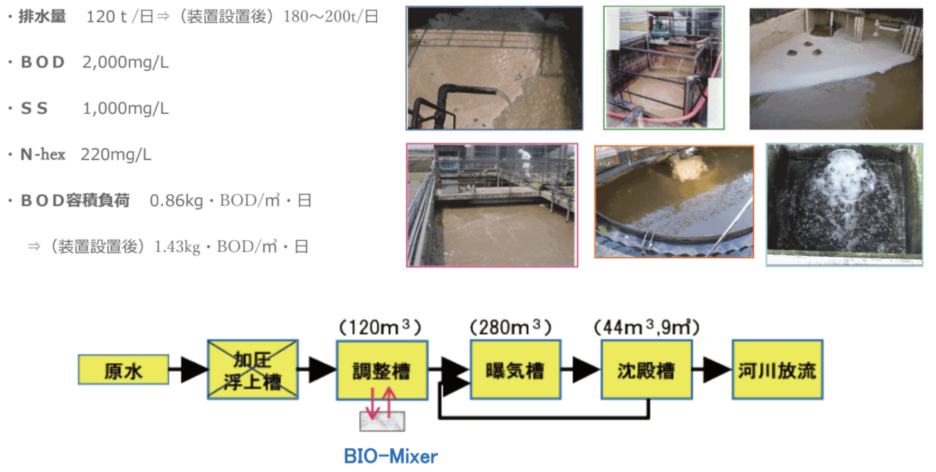
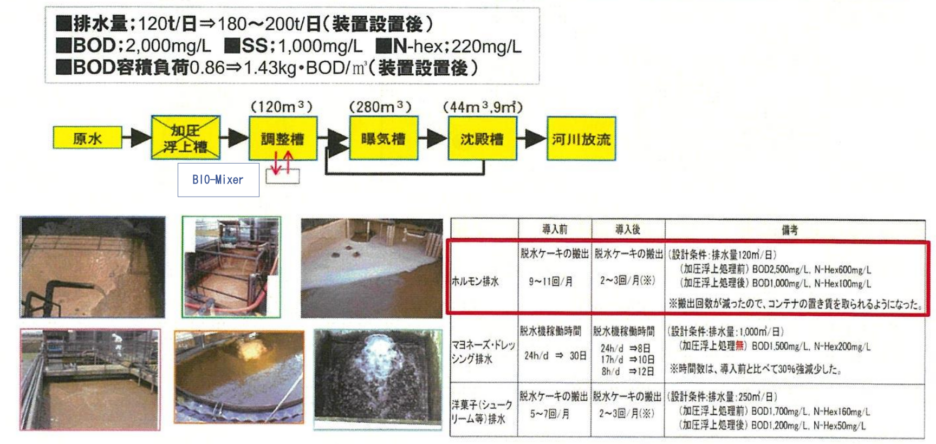
Wastewater from a hormone prepared food factory [Stable treatment and elimination of the need for pressurized flotation equipment]
The raw water fluctuated greatly and the treatment was unstable. We removed the oil and fat from the side dish of horumon with a pressure flotation device, and then treated it with the activated sludge method, but we were troubled by the smell of floss and the unstable treatment. When installing and operating this device in the adjustment tank, the customer requested that we gradually stop the pressure flotation device, so we stopped the pressure flotation device over a period of one week. After 3 to 5 days of operation, the color of the sludge in the aeration tank began to turn red, and microscopic observation confirmed that the microorganisms had multiplied and diversified, and the filamentous fungi had become thinner. The sludge settling SV30 also improved from 98% to 85%. In 2011, seven years after installation, we replaced the pump of the USA main unit as a major part for the first time. Daily management of this device involves checking the lubricating oil and draining the compressor, and the work has been significantly reduced.
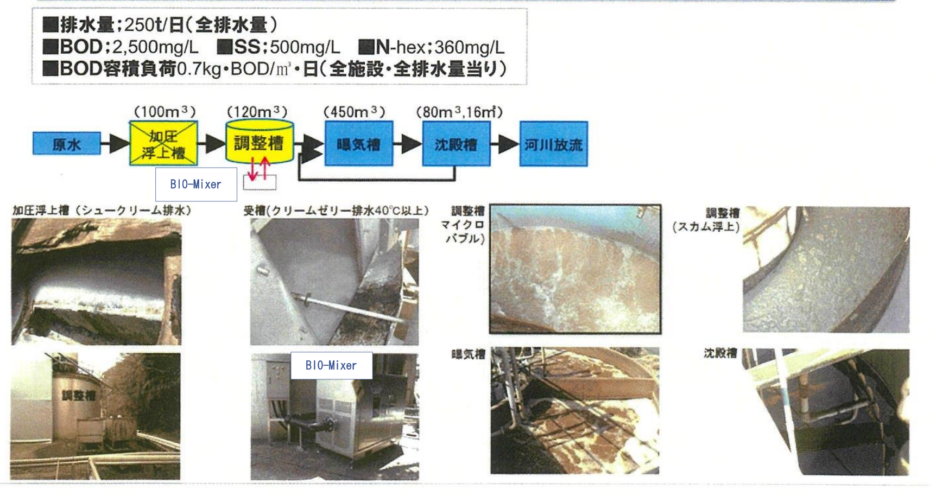
Western-style confectionery factory wastewater [No need for stabilization treatment and pressurized flotation equipment]
The raw water fluctuated greatly, and the treatment was unstable. Once the treatment deteriorated, it took 10 days to 2 weeks to recover. In addition, the dewatered sludge, which is the froth separated by the pressure flotation device, was discharged into the waste container 5 to 7 times a month. This device was installed in the adjustment tank, and the treatment status was checked for several days before the pressure flotation device was stopped. After the operation of this device, the aeration tank became anaerobic several times due to a mistake when pouring in the wastewater, but the microorganisms began to recover the next day, and recovered in 2 to 3 days. Nearly a year and a half after the installation, the treatment has become more stable, and the sludge is discharged into the waste container 2 to 3 times a month, and the industrial waste treatment costs have been greatly reduced.
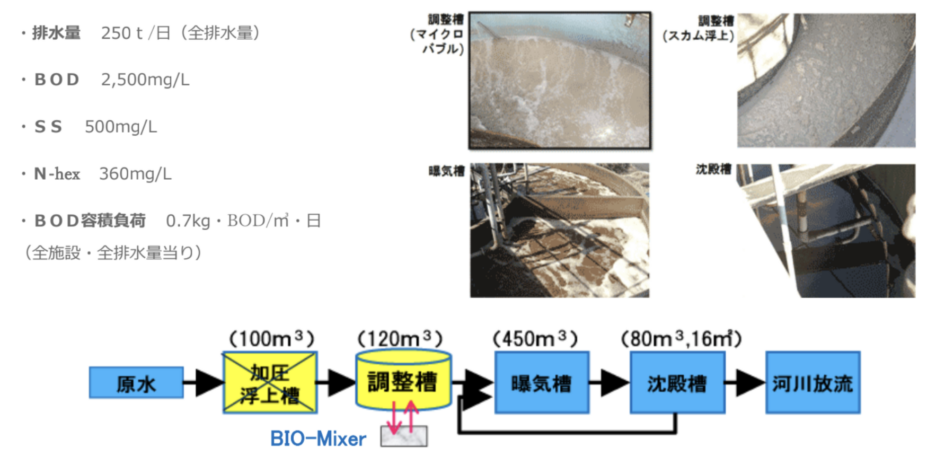
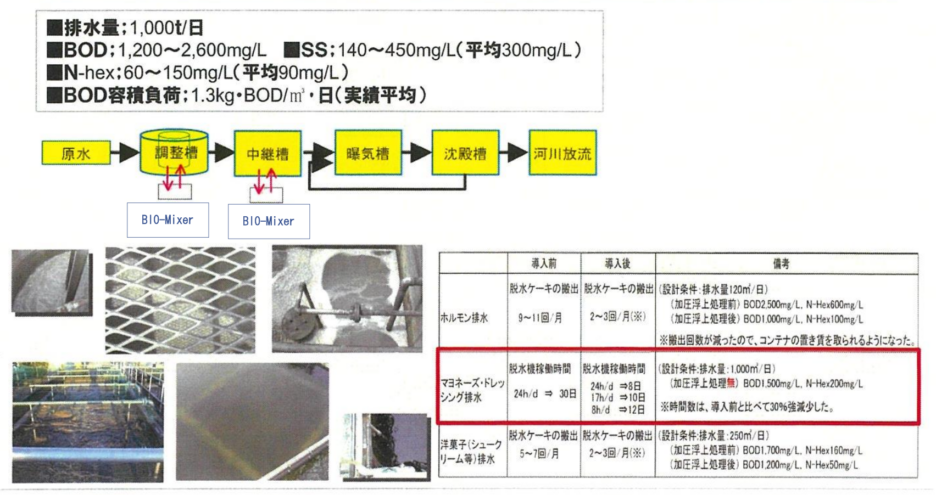
Wastewater from mayonnaise and dressing manufacturing
As wastewater becomes more concentrated, bulking becomes commonplace, leading to increased chemical costs and an increased burden on management staff. Due to this, the company was planning to add an aeration tank and pre-treat the pressurized flotation device, but by installing the load fluctuation countermeasure device USA, the pressurized flotation device and aeration tank (planned to be 1,000m3/day) are no longer necessary. The inflow BOD volume load to the aeration tank is 1.3kg BOD/m3/day on average, and there are many days when the analysis is 1.6-1.8kg BOD/m3/day, but the treatment is stable and there is no impact on the discharged water. The amount of sludge generated has also decreased compared to before the installation.
Miso and soy sauce factory wastewater [stable treatment]
Soy sauce factory wastewater often has high BOD and SS, making it difficult to treat. Before the installation of this device, the oxidation-reduction potential ORP of the aeration tank was -400 to -500 mV, and the smell of a sewer wafted into the surrounding area, creating a very difficult situation even for sewage discharge. The surrounding houses and offices were particularly sensitive to odors. Before the installation of the device, there were many days when the dissolved oxygen (DO) was almost zero, but after the installation of the device, the DO rose to 1 mg/L. After the installation, the oxidation-reduction potential ORP improved by approximately 200 mV, to -200 to 300 mV. As a result, the odor was barely detectable at the site boundary, and the water quality was such that it could be discharged into the sewage without any problems.
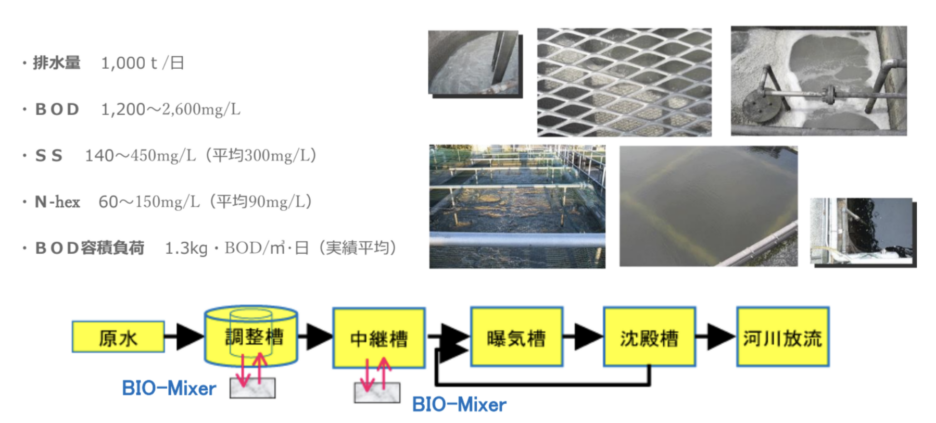
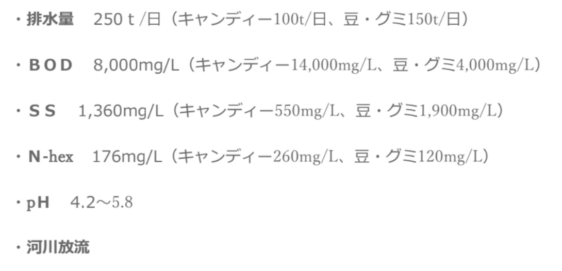
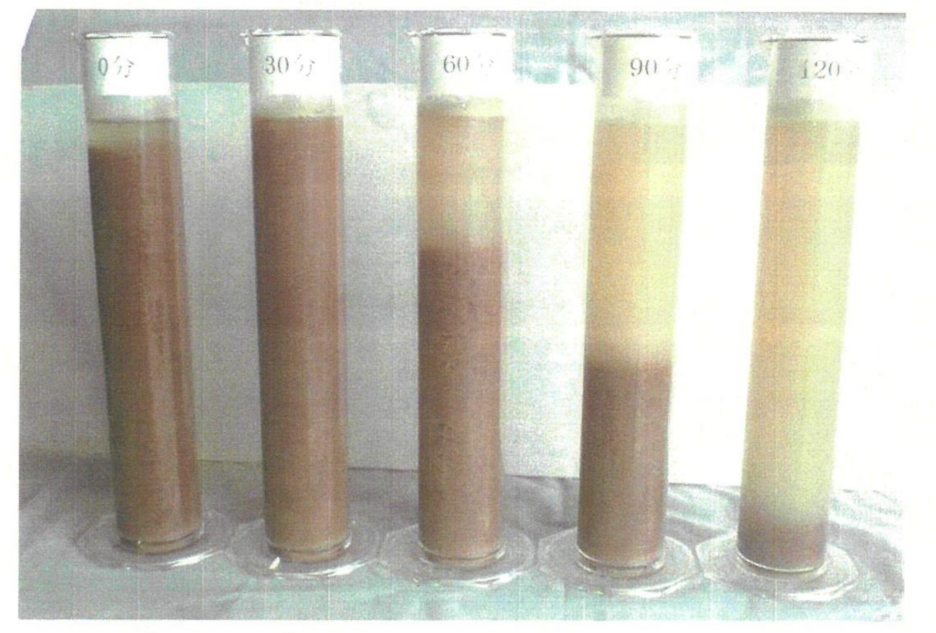
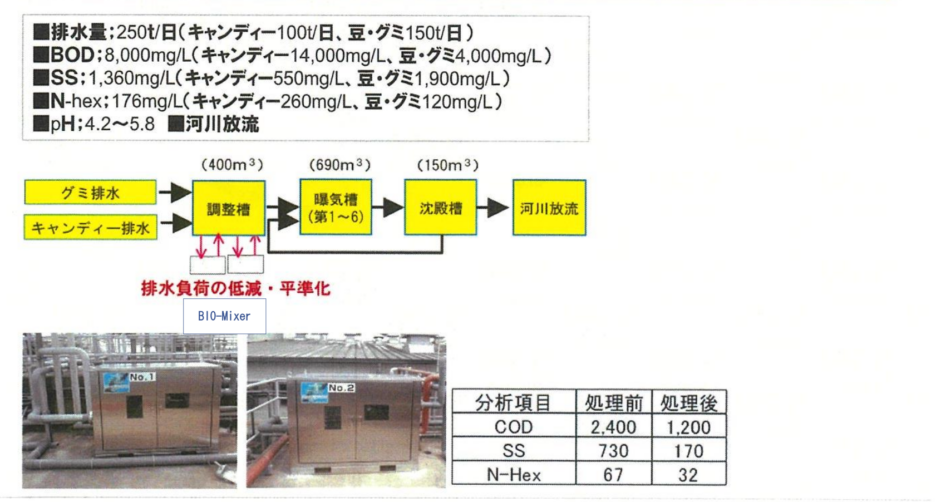
Confectionery factory wastewater [stable treatment]
This factory has two wastewater systems. One is "candy, milk fat" wastewater and the other is "peas, etc., gummy candy". The average analysis values in 2009 were high at 4,524mg/L for BOD, 4,798mg/L for COD, 1,521mg/L for SS, and 240mg/L for N-Hex. The coefficients of variation for COD, SS, and N-Hex were 0.56, 0.44, and 0.67, respectively, and the range of fluctuation was very large. Furthermore, the daily fluctuations were also large. We thought that the cause was that the "candy, milk fat" wastewater and the "peas, etc., gummy candy" wastewater flowed into the aeration tank separately from the separate adjustment tanks. We proposed that the wastewater be collected in one adjustment tank before it entered the aeration tank. The table below shows the analysis values before and after the wastewater entered the adjustment tank. The introduction of two devices reduced the load and narrowed the range of fluctuation, allowing stable treatment.
Poultry factory wastewater [stable treatment]
The aeration tank of this factory is small at 700m3, and they were always struggling with poor sludge settling and bulking. For this reason, they tried various methods that were said to be good, but none were satisfactory. The dehydrator installed was also small and could not dehydrate satisfactorily. The equipment was installed in the adjustment tank closest to the aeration tank shown in the outline flow below, and testing began at the end of the year, the busiest time for biological treatment. After 15 days of operation, the amount of sludge overflowing from the settling tank decreased and transparency improved. Until then, they had been worried about sludge overflowing from the effluent, so they had to patrol at night, but since the situation was stable even after 30 days of operation, night patrols were no longer necessary. Until then, they had to submit improvement plans every time the government conducted a surprise inspection, but after the introduction of this equipment, they were able to have the quality of the effluent evaluated. Two years after the introduction, the BOD volume load remains high at 2kg BOD/m3/day, but it has remained stable. Although the dehydrator is still small, we are managing to get by as the amount of sludge produced has decreased and it is now easier to squeeze out.
Odor control
Since this factory discharges wastewater into the sewer system, they used a pressurized flotation device to reduce the load to the exclusion standard. Although the load itself cleared the standard, the water squeezed from the froth that floated and separated out became anaerobic and was sent back to the adjustment tank, where it mixed with the wastewater that had been retained and become anaerobic, which caused complaints from residents living near the factory. Since the generation of unpleasant odors can be suppressed by suppressing the activity of sulfate-reducing bacteria and methane bacteria, three of these devices were installed to keep the wastewater in an aerobic state. As a result, the anaerobic state was suppressed, the odor was reduced, and complaints from residents living nearby were eliminated.
Characteristics of static mixers (1)
The static mixer (Shadis), which is the heart of the Biomixer, has eight blades (elements) that make it non-clogging and maintenance-free.

Characteristics of static mixers (2)
Most static mixers have intersections, protrusions or water-stopping areas that make them prone to clogging, but Shadis has independent fins, so this is not a problem.
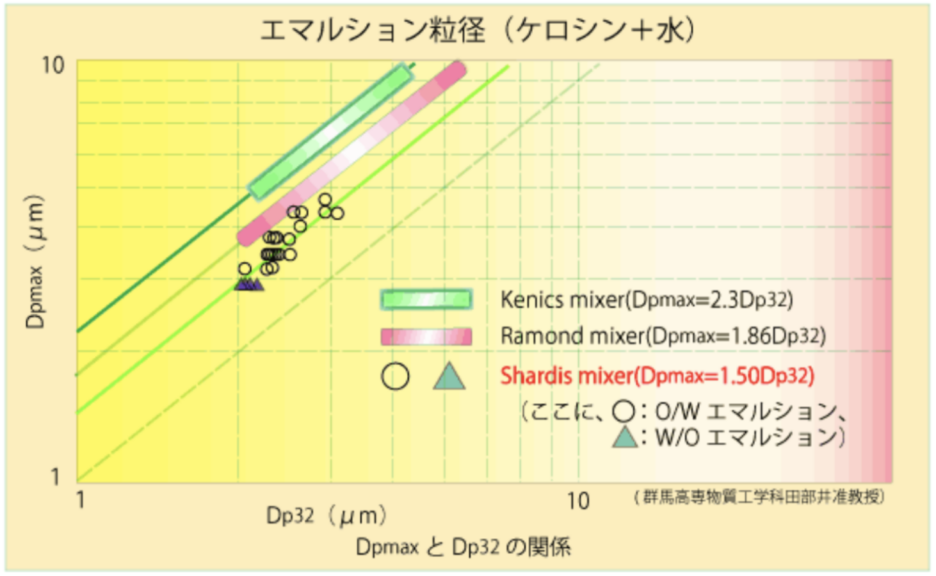
Characteristics of static mixers (3)
Shadis is anotherCompared to a static mixer, even if the gas volume is small (the transfer speed is small), the overall mass transfer coefficient is large (see the diagram below, left). Also, even if the gas-liquid flow rate ratio is small, the gas-liquid interfacial area is large (see the diagram below, right).
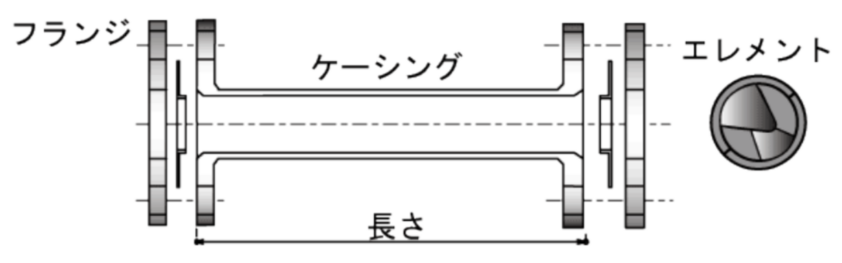
Static Mixer Product Standards
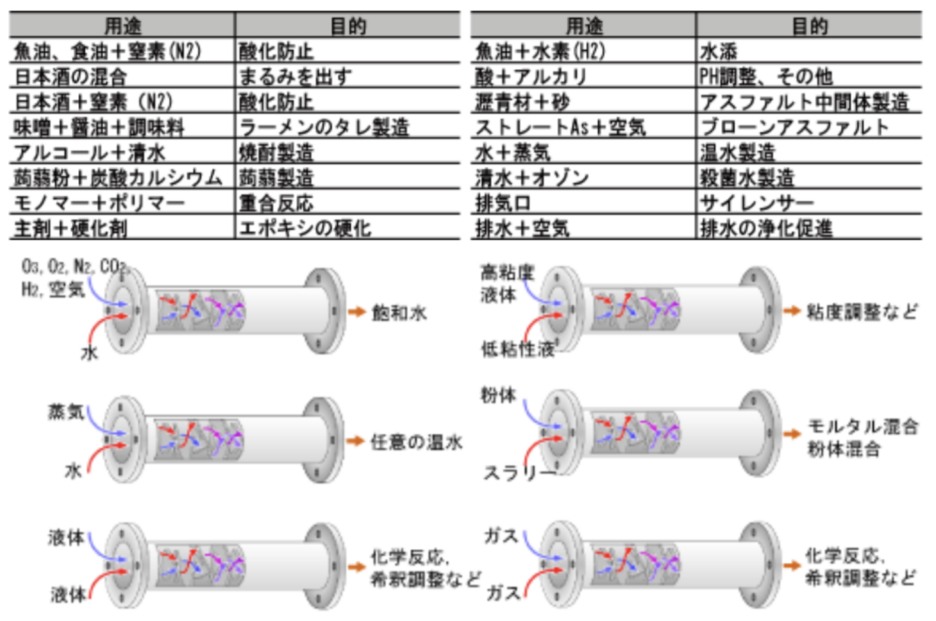
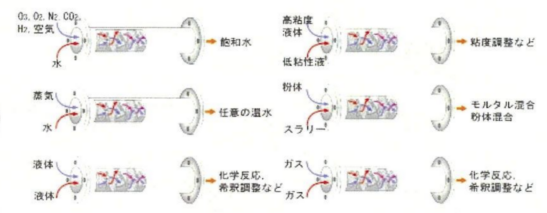
Applications of static mixers
Currently, SHADIS is primarily used for wastewater treatment (biological treatment), but as shown below, it can also be used for a variety of other purposes, including liquid-liquid, gas-gas, steam-liquid, and powder-slurry.

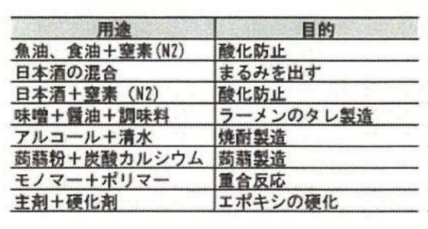
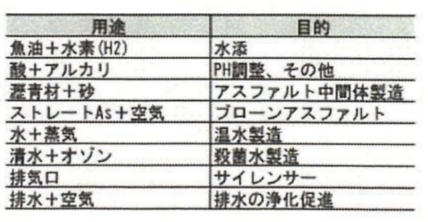
Application example 1) Removal of DO from water by sealing in N2
N2 is sealed underwater using ShadisThen, according to Henry's law, DO is released.N2 rich waterIt will be.
N2-rich water is used for the purpose of preventing metal corrosion, etc.Used for cooling water, etc.I believe it is possible.
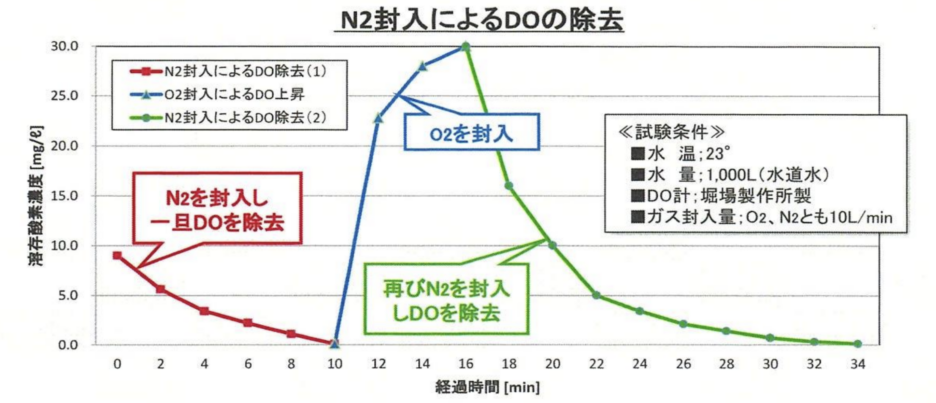
Application example 2) Emulsion generation
Shadis can produce high quality emulsions.
For example, water and castor oil can instantly produce an emulsion of less than 5 μm.
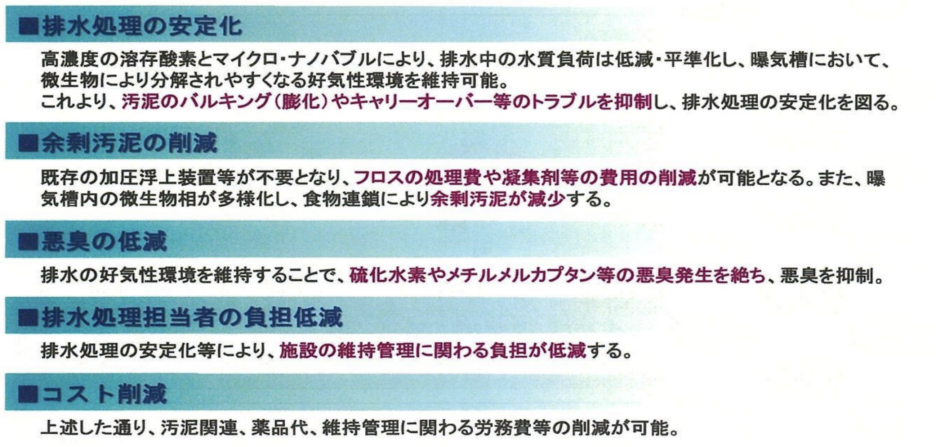
Summary of the benefits of using Biomixer in wastewater treatment
Stabilization of wastewater treatment(Water quality, microbial habitat) andRationalizationetc. can be achieved.
Biomixer Features and Equipment Configuration
Using the "pressure dissolution method" and the "turbulent shear method"Unique aeration technologyThis has enhanced the supply of dissolved oxygen and the generation of micro-nano bubbles, which was not possible with conventional equipment.Add this equipment to an activated sludge wastewater treatment facilityBy doing so, variousStreamlining is possible.
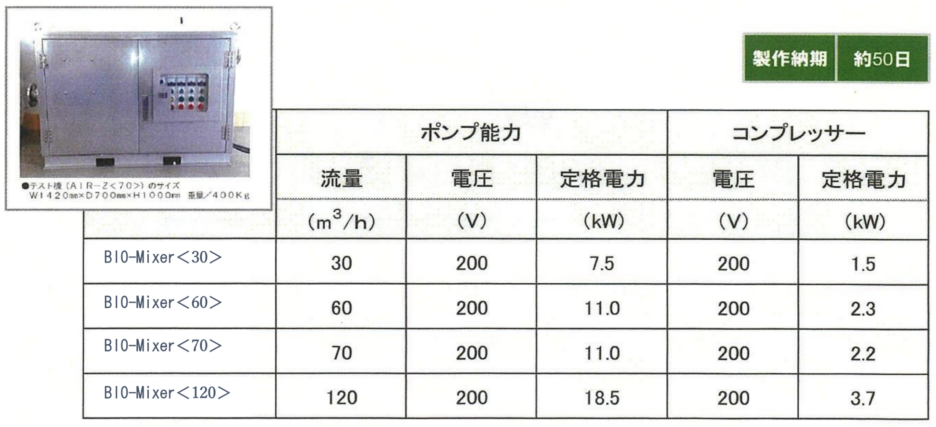
Biomixer model and specifications
Biomixer is available in the following four product variations.
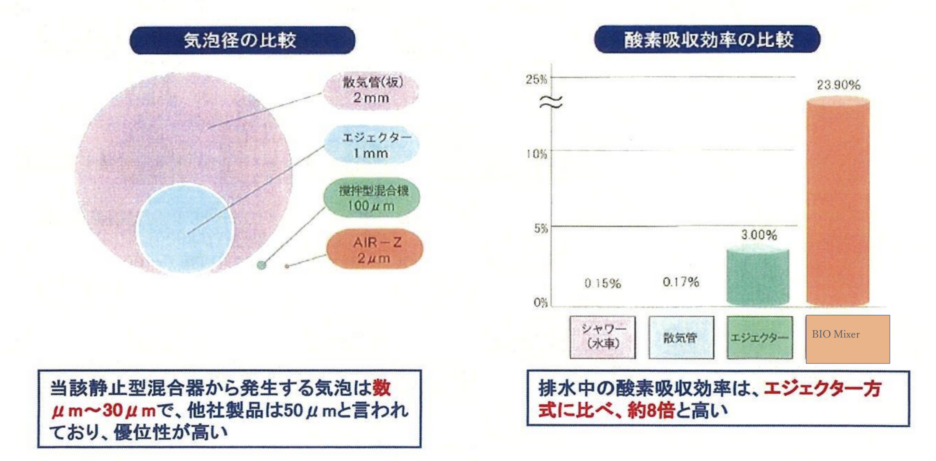
About Micro-Nano Bubbles
The generation (formation) of micro-nano bubbles increases the rate of oxygen absorption in the wastewater.
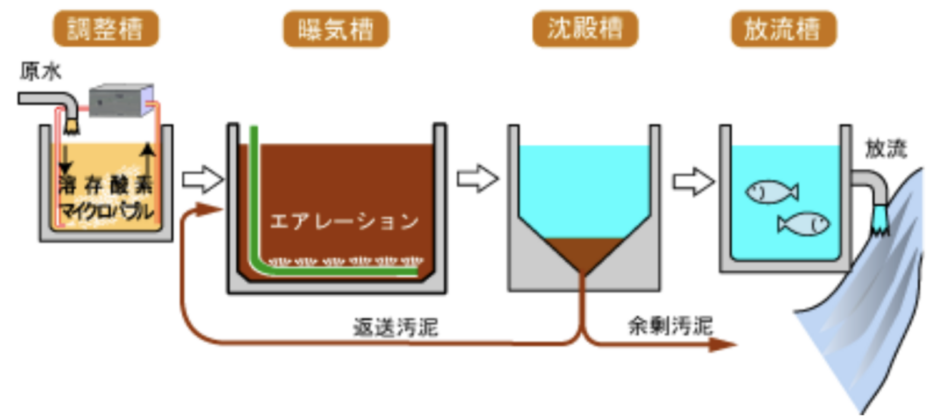
Wastewater treatment using activated sludge
Discharged from sewers and food processing plantsTreatment of wastewater with high BODGenerally, the activated sludge method (aerobic biological treatment) is used.
The diagram below shows an example of a sewage treatment plant using the standard activated sludge method.
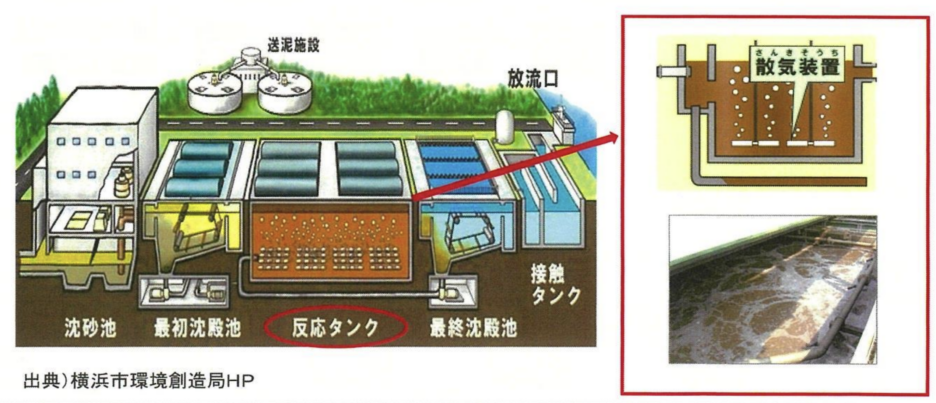
Highly efficient removal of BOD etc. and reduction of sludge volume through aeration
"Highly efficient removal of BOD, etc."→ SS derived from organic matter is oxidized and biologically treated in the aeration tank
No need for flocculants (harmful to biological treatment) =No need for pressurized cleaning equipment
"Sludge volume reduction"→ Facultative anaerobic bacteria become aerobic, activating the food chain
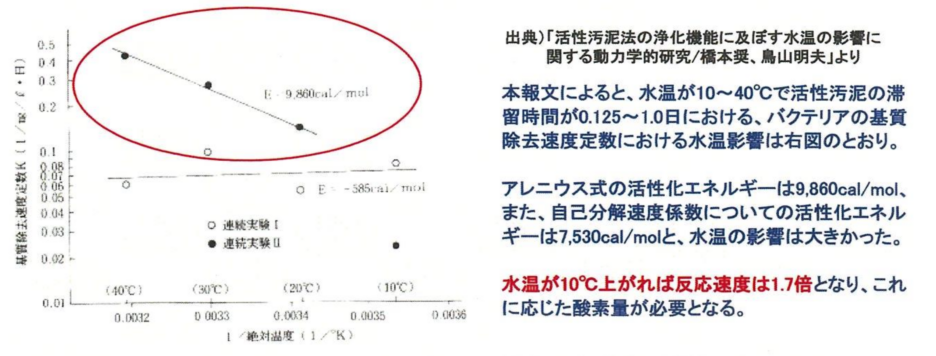
Effect of water temperature on bacterial growth rate
Bacteria have a genetically determined temperature range in which they can survive. The temperature range for assimilating bacteria in activated sludge is 0-30°C. However, aerobic bacteria grow in the temperature range of 30-60°C.Generally, the growth rate follows the Arrhenius law.It is said that.As water temperatures rise, oxygen demand increases due to growth rate and respiration.I will.
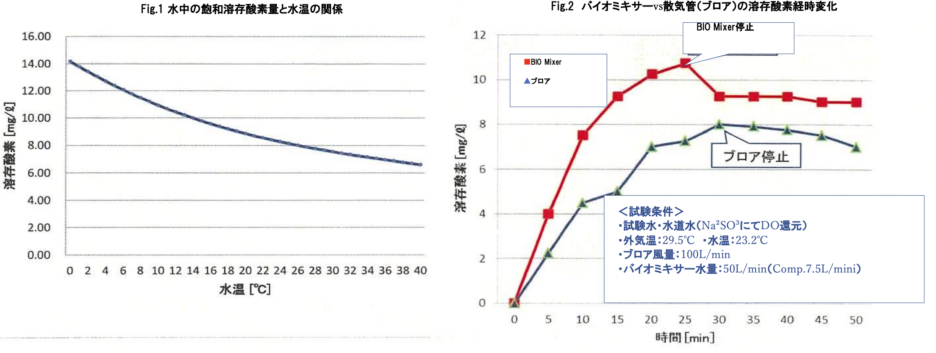
About dissolved oxygen
The relationship between the amount of saturated dissolved oxygen in water and water temperature is shown in Fig. 1. At 0, it is 14.16 mg/L.At 40°C, it drops to 6.59mg/LFig. 2 shows the time course of the dissolved oxygen concentration in test water (tap water) in the Biomixer aeration pipe (blower).Biomixer has an overwhelming advantage in terms of concentration and absolute amount..
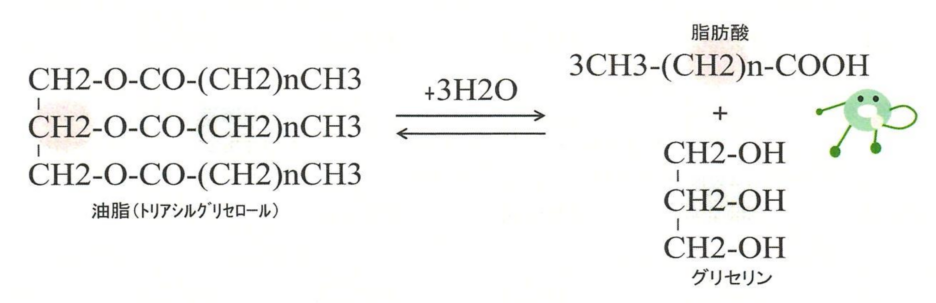
Increasing the efficiency of oil treatment through aeration
Oils are hydrolyzed and oxidized by oxygen to become fatty acids, which can then be broken down by microorganisms.The ultra-fine air generated by AIR-2 oxidizes and precipitates dissolved proteins, while also oxidizing oils and turning them into smaller molecules.I will.
This allows the microorganisms to take the oil into their bodies and break it down enzymatically.
Sludge volume reduction using ozone
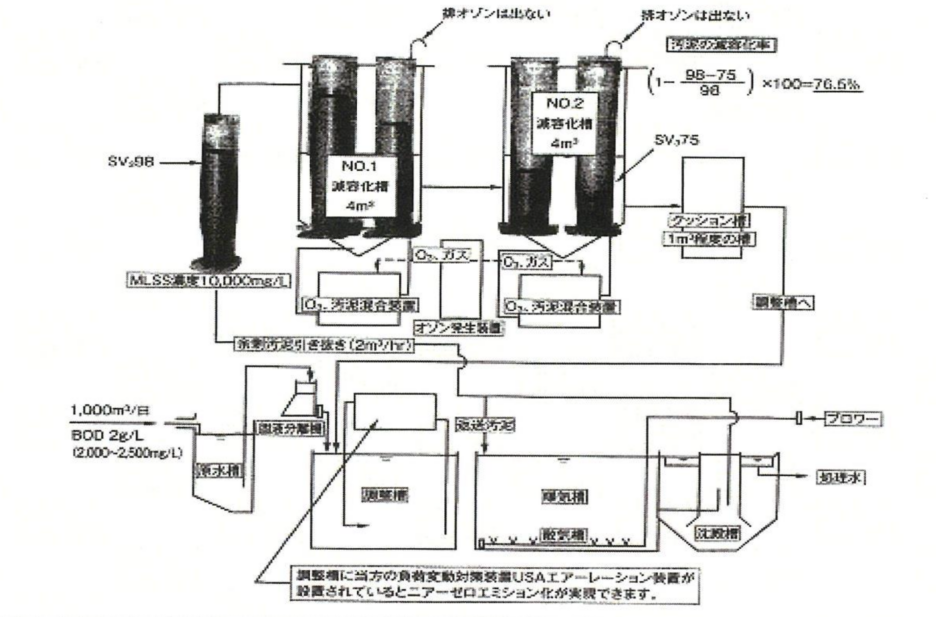
By using ozone, which has a strong oxidizing power,Approximately 80% of excess sludge can be reduced in volume.is.
In settled sludge and thickened sludgeDestroying the cell membrane of microorganisms with ozoneThe treated water containing the body fluids and cell membranes is returned to the previous adjustment tank and decomposed in the aeration tank. This reduces the volume and weight of excess sludge, resulting in significant cost savings.
is born.
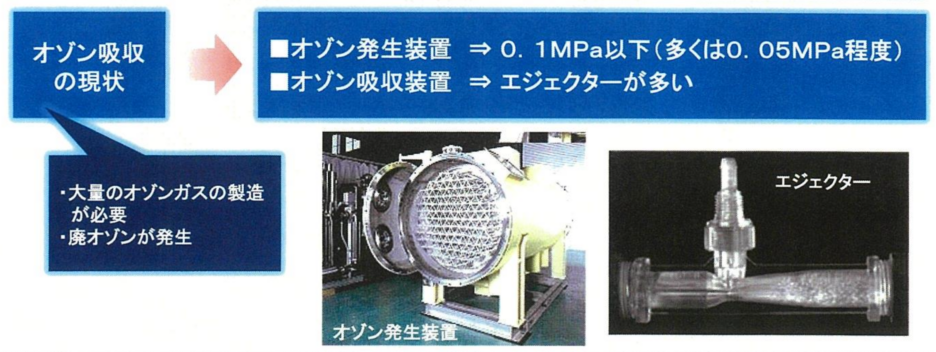
Current status of ozone adsorption
Many experts have said that volume reduction using ozone is possible.
But that hasn't happened until now.
The reason for this is that ozoneCould not be efficiently dissolved in waterThe following are some of the reasons:The processing efficiency, including the processing of waste ozone, is low, and running costs are high.It has been said that.
Improvement of ozone adsorption equipment
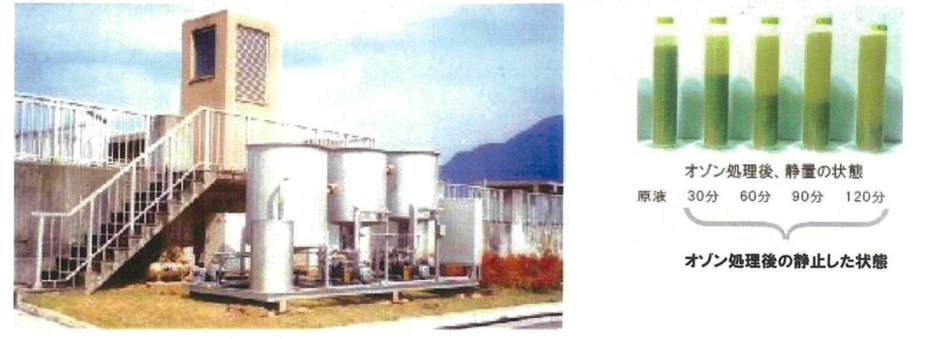
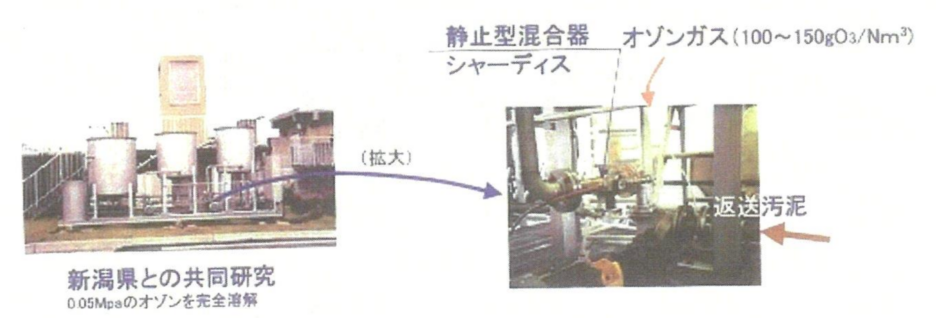
Aqua Easter is conducting joint research with Professor Tabei of the Department of Materials Engineering at Gunma National College of Technology.Ozone + ShadisBy combining these two, we have succeeded in destroying the cell walls of organisms in sludge and decomposing and solubilizing them.
In tests at a sewage treatment facility in Niigata Prefecture,Reduce excess sludge by 50 to 70 vol%No waste ozone is generated.We were also able to confirm this.
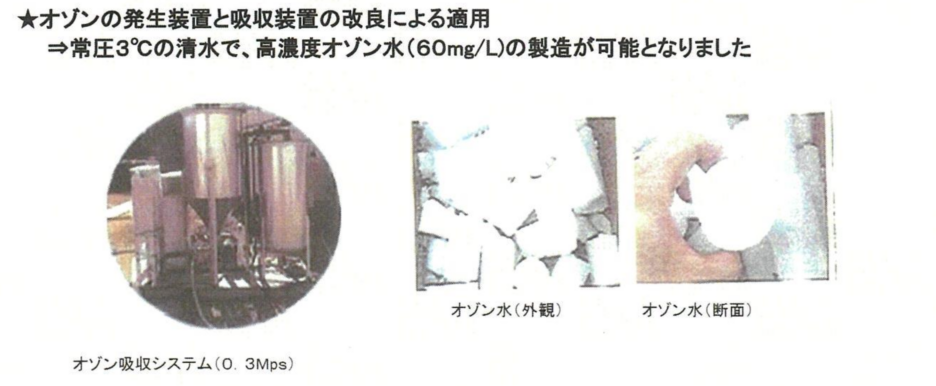
Improvement of ozone generator
At Aqua Easter, the ozone generation pressure isIncrease to 0.3Mpa(The standard capacity of the improved ozone generator is 100gO3/Nm3.)Gas-liquid mixture ratioInjection of high concentration ozone gas up to 15%We have achieved this.
System flow (example)
At Aqua Easter, the ozone generation pressure isIncrease to 0.3Mpa(The standard capacity of the improved ozone generator is 100gO3/Nm3.)Gas-liquid mixture ratioInjection of high concentration ozone gas up to 15%We have achieved this.
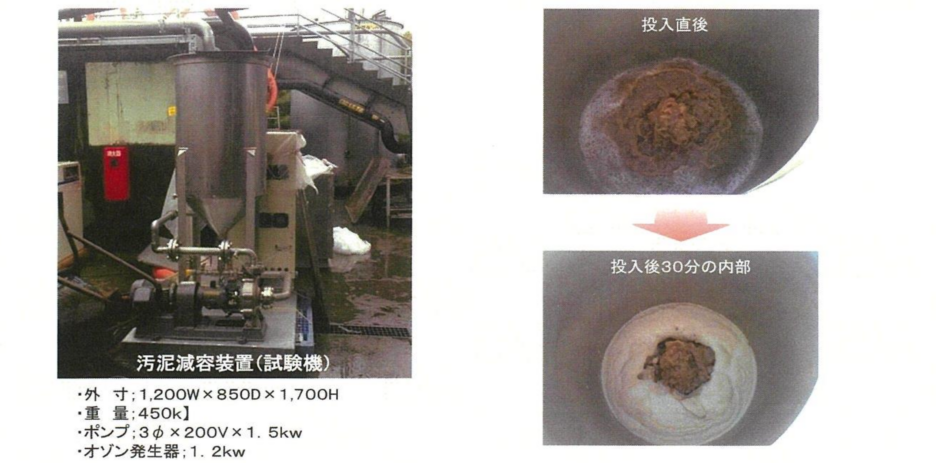
Overview of the test machine using ozone
We can test and verify the use of ozone to reduce sludge volume at your wastewater treatment facility.
Sludge volume reduction in a test machine using ozone (1)
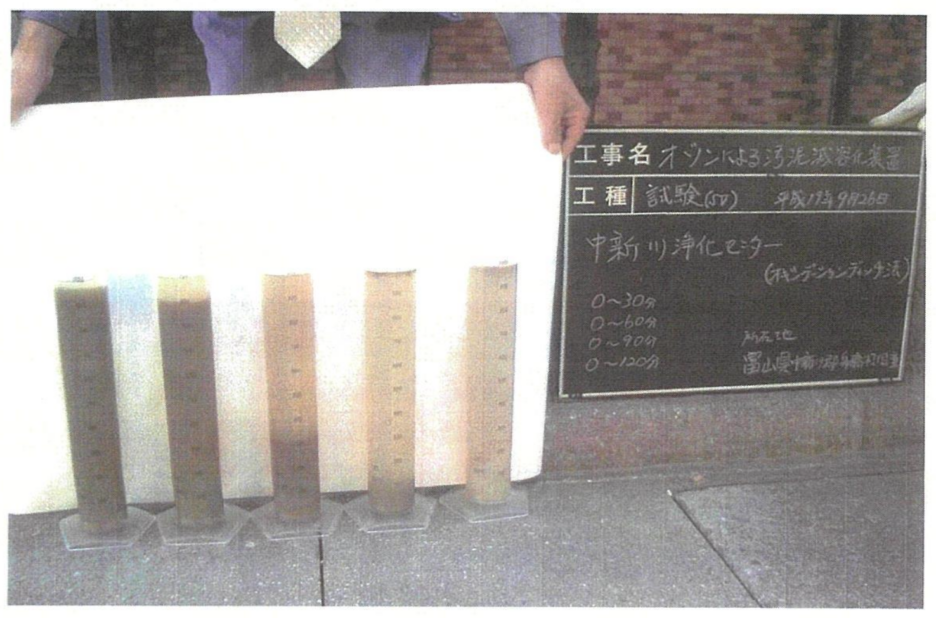
Sludge volume reduction in a test machine using ozone (2)
Sludge volume reduction in a test machine using ozone (3)

Process of sludge volume reduction using ozone
The method of using ozone was already considered common sense among many scholars involved in wastewater about 20 years ago as being able to break down sludge, but at that time there was still no technology to completely dissolve ozone gas, and the majority opinion was that the running costs for waste ozone treatment were too high. Later, some researchers began to study the relationship between MLSS and ozone gas, and their research was published, and we thought that the ultimate goal was to solve the problem of excess sludge treatment, and we were able to achieve sludge decomposition to solve the problem. Although decomposition is possible using only shadis, by incorporating an ultrasonic shadis with an ultrasonic oscillator built into the shadis to further increase efficiency, the synergistic effect of ozone gas and ultrasound could promote decomposition more effectively. Since no waste ozone is generated, the running costs are about 500 to 1000 yen/m3. In addition, the sludge that has been treated with ozone is enriched and returned to the adjustment tank where it can be decomposed by organisms in the aeration tank, resulting in zero emissions.
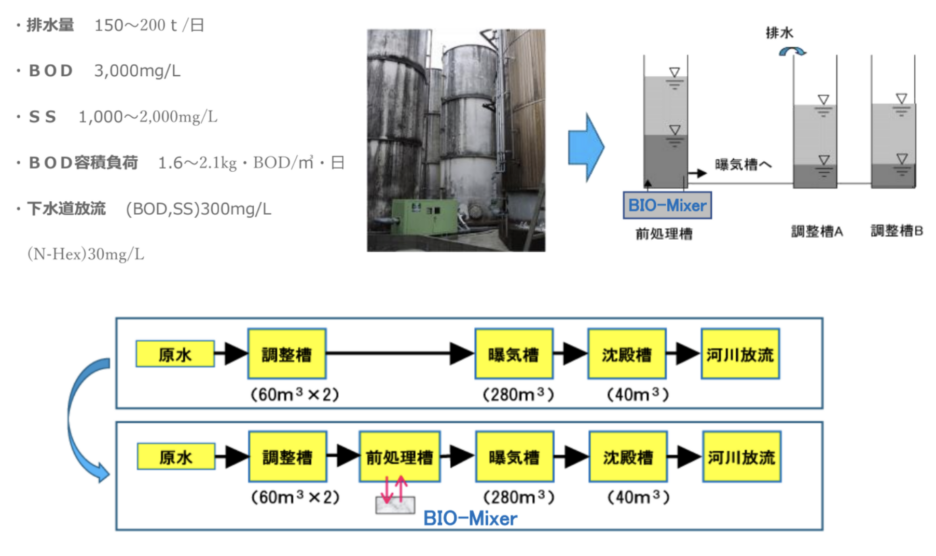
Biomixer Delivery Case 1
Wastewater from a hormone prepared food processing factory →Stopping the pressure flotation device and stabilizing the process
Biomixer Delivery Case 2
Western confectionery factory wastewater →Stopping the pressure flotation device and stabilizing the process
Biomixer Delivery Case 3
Wastewater from mayonnaise and dressing manufacturingSludge volume reduction
Biomixer Delivery Case 4
Confectionery factory wastewater →Reducing and leveling out wastewater load
Basic steps leading up to implementation (proposed field test plan)
Basically, we visit the customer, check the current situation, and then use the demo machine.Field test proposal (example plan: table below)→ Conduct field testing → Implement if OK.
* Currently, Eco Solutions owns four demo units (30 inch)
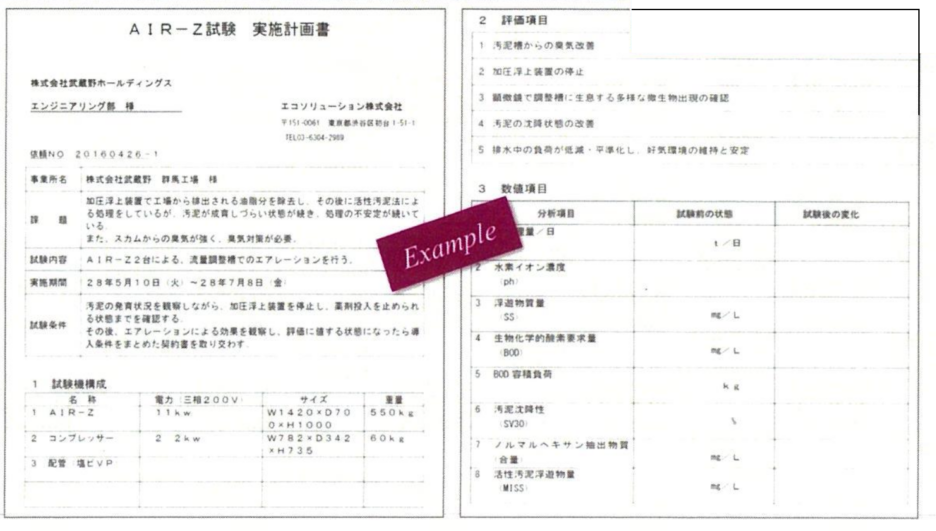
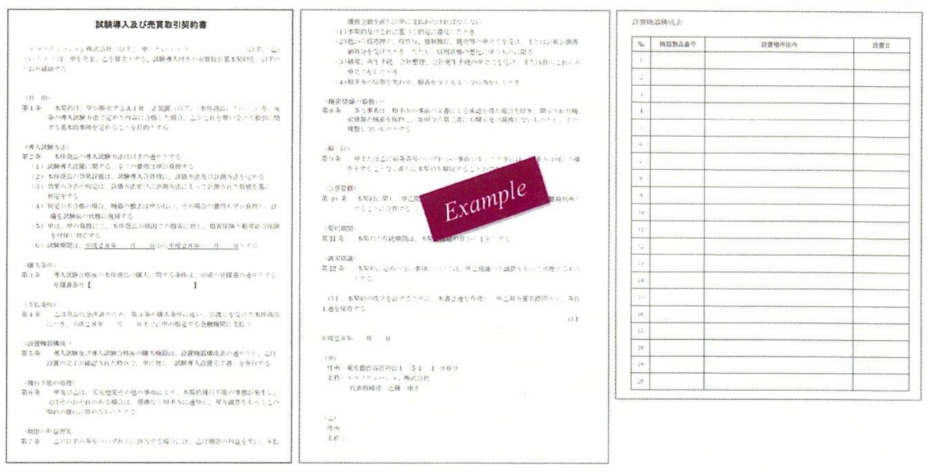
Basic steps leading up to implementation (concluding a field test plan)
For field testing, the test conditions and methods, cost burden, confidentiality, and handling of the demo unit upon passing the test (In principle, please purchase) and other contentsSigning a contract with the customerAnd implement it.
General retail price of the product
Model
Pump Capacity
(m3/h)
*General sales price
(1,000 yen)
BIO-Mixer <30>
30
9,000
BIO-Mixer <70>
70
15,000
BIO-Mixer <120>
120
25,000
*Price is for the device alone (installation costs, construction costs, etc. are not included)
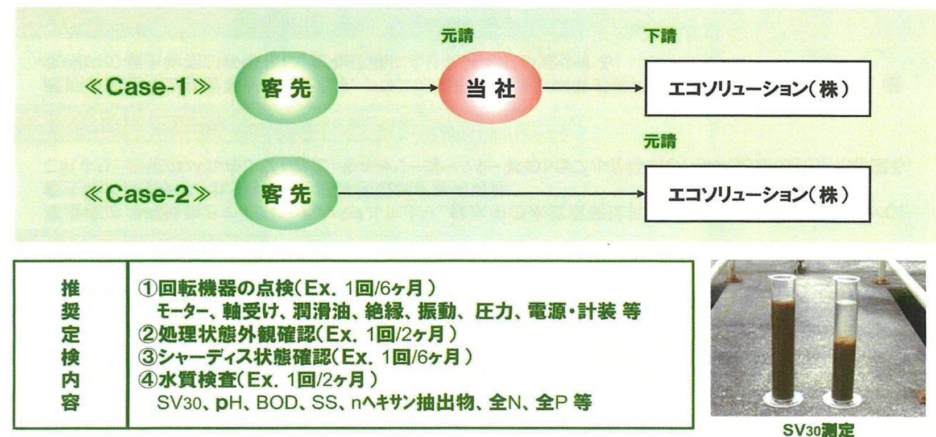
About maintenance
We recommend that you enter into a maintenance contract for maintenance after delivery of the equipment, but of course we also accept orders on a case-by-case basis. There are two ways of distribution, and we will respond to your needs.
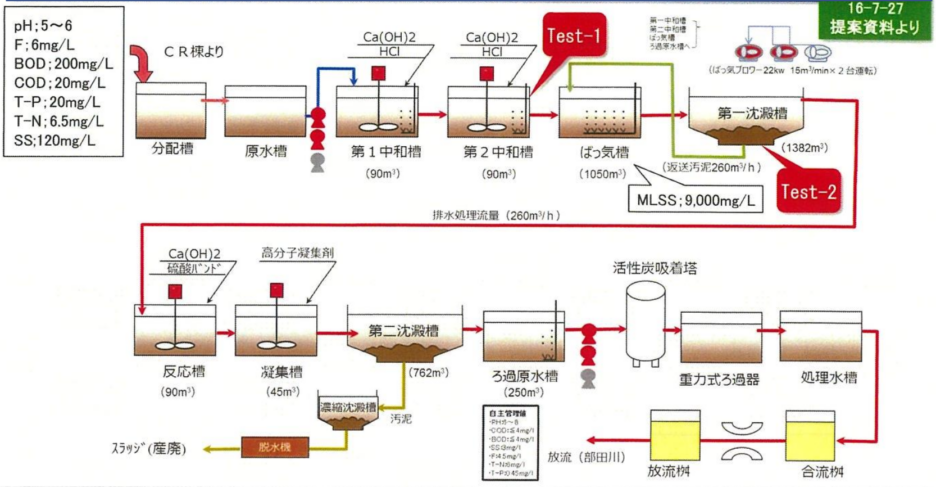
For reference) Proposal for field testing at Toshiba's Yokkaichi Plant
<Test-1> Installing the biomixer test machine
<Test-2> Installing a sludge volume reduction test machine using O3
*We will make a proposal (details will be discussed separately)
Request a catalogue
Aqua Green Eternal uses renewable energy.
We sell ultra-energy-efficient air conditioners.
inquiry
Questions about renewable energy, energy conservation, air conditioning, etc.
Please feel free to contact us.